The Master
In this case the bulk of the master pattern was made with
Super Sculpey while small mechanical details are
fabricated from
 Click to view larger image. Click to view larger image.
Evergreen styrene strip. 5 minute Epoxy and
super glue were used to stick the parts together to form
a military hero styled bust. Everything was primed with
gray car primer, which I believe is acrylic paint. .
Molds
A top gate 2 part RTV mold was made, as the base of the
bust has quite a large opening to allow air to escape
while casting . Originally , the head and shoulders were
to be cast as separate pieces, but it came to pass that a
single casting using a single 2 part mold was made
instead.
The part to be molded is buried in plasticine to where
the parting line will be. It is important that the part
and the plasticine form right angles at the parting line.
One of the problems I have in summer is that plasticine
is very soft and difficult to sculpt smooth and flat . A
natural clay can be a better choice.
A tool made from styrene rod is
used to form locating pegs for the mold halves in the
plasticine . The plasticine, not the sculpture, is given
a coating of "Barrier Coat" and a mold wall
made from 1mm sheet styrene and packing tape on a sheet
styrene base. The highly respected Japanese Garage kit
company , Max Factory, actually uses household floor wax
for Barrier Coat, with very good results. About 15mm is
left around the sculptures and the mold wall. The
resulting molding box used was 9.5cm x 10.5 cm with a
wall height of about 11cm. Sheet styrene is cut to fit
the piece to be molded, as it is much cheaper than the
RTV silicon rubber used to make the molds. There are quite a few different types of RTV silicon
rubber available. Some are considerably more expensive ,
softer, stronger and slower to cure than others. I've
used both Waker and ShinEtsu brands at different time .
Walker being much more runny in it's uncured state and
possibly more flexible in the cured state than the
ShinEtsu type ( the cheapest!)I used here. The runnier
the uncured gum is when your making the mold is , it
seems the less likey you will be to get trapped bubbles.
They get more of a chance to get out.
 The ShinEtsu silicon
gum I used this time comes in a 1kg house paint like
metal tin and has catalyst added at the ratio 1:100 and
the instructions say to stir the unmixed components and
then the catalyst rubber mixture very well. I mixed the
silicon in a clear plastic measuring jug that can hold up
to 500cc. I used a paint stirring attachment on a
variable speed electric drill. The ratios are by weight
so I have a 0 to 100gm scale and borrow the kitchen 0 t o
5kg scales for mixing chemicals. The quantity of silicon
needed per mold half is determined from the box
dimensions and the average box depth that would result in
about 1..5cm of silicon to cover the piece being cast.
Too much is better than not enough. As you may need to
cut extra vents from the bottom of the mold to allow
trapped air to escape, you want enough silicon
surrounding the piece to allow this.
The first half of the mold used
350cc of rubber. A small paintbrush was used to paint on
RTV into all the cracks and crevices and then the silicon
was slowly poured from one side of the box, to stop
bubbles from forming against the piece and the mold.
After 8 hours , 100cc of plaster was made up and layered
on top of the silicon, to form a 1cm thick hard backup
layer.

After the Plaster
was set, one section of tape from the dam is removed and
the mold walls removed. The plasticine was carefully
removed without removing the half buried piece from the
mold. The gate for casting was made from plasticine and
it and the exposed face of the mold ( but again, not the
Spock bust ) was again coated in "Barrier
Coat". If the "Barrier Coat' is not applied evenly ,
then the second half of silicon will bond to the first,
in the places you missed and you may loose everything.
The 'Barrier Coat' I used sets to form a 'Glad Wrap' like
layer on the material it is applied to.
 The mold wall was
then taped back in place and the second mold half poured,
this time with 450cc of silicon rubber. After it was set
another 100cc of plaster was added to make an additional
1cm backing to each side of the mold.
Once that was set the mold wall was disassembled,
plasticine removed and all traces of 'Barrier Coat
cleaned of the Rubber mold halves. RTV is expensive messy
stuff and practically the whole 1kg was used to make the
two piece mold.
 Click to view larger image. Click to view larger image.
Sheet styrene to make
the mold walls, the paintbrush , Barrier Coat, measuring
cups , and plasticine were extra on top of that. When the
mold was done it was found that 3 small bubbles were
present. Also 'Barrier coat' hadn't made its way to the
bottom of all the alignment lugs, so some of these were
ripped and malformed ( but still useful for their
intended function) when the mold was separated, so the
mold isn't perfect.
Casting
Casting is done with two a part polyurethane resin, ivory
Placast as that is what the store had at the time. The
other popular brand in Japan is Hei-Cast .
 The Spock mold takes about 80cc
of resin. To prolong the life of the mold, a silicon
spray is applied to the mold halves before joining them.
This allows the cast part to be removed more easily and
reduces the tendency for the mold to tear. 40cc of A and
B are carefully measured out into separate cups. This
involved pouring out 45gms of A and B into separate paper
cups on 0 to 100gms scales. Care was taken to wipe off
any chemical drips down the sides of the resin bottles.
With the mold halves joined and held together with rubber
bands the B cup was poured into the A cup, stirred a few
times, then poured into the mold.
 In the moments while
the resin was still liquid, the mold was held and tapped
on the bottom to try and dislodge any bubbles from the
molds surface. All this done while wearing chemical safe
gloves and mask in a well ventilated area. If I had a
garage, I would have used it . The mixed Placast resin is
completely hard in about 7 minutes and generates a lot of
heat in the process. Hei-Cast is slower setting and I
have found it easier to use, but it is only available in
large, non resealable tins.

Some castings are better than
others. If a particular feature, such as ends of pointy
ears, always have bubbles, extra paths to the top of the
mold need to be cut with a V bladed carving tool to allow
the air to escape when the resin is introduced. I added
such vents from the top and bottom of each ear. These
resin spruces were so small I cut them off each casting
as I removed it from the mold. A bottom gate mold may result in less casting faults
when hand casting, dependent upon the shape of the part
to be cast. Between 3 and 4 castings can be done per
hour.
Home
Copyright © 1995-2023 Art & Technology. All rights reserved.
No reproduction is permitted without explicit written permission.
|
|
 Click to view larger image.
Click to view larger image.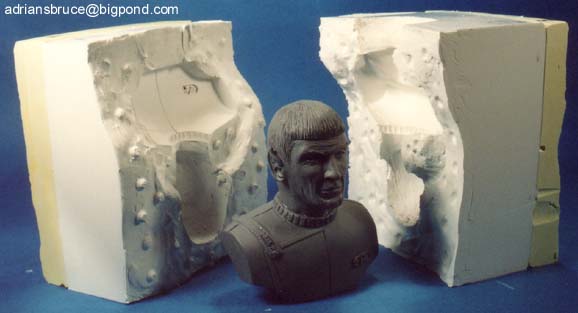 Click to view larger image.
Click to view larger image.